



Каталог
Сосуды и аппараты, работающие под давлением


- Фармацевтика
- Водоподготовка
- Теплоэнергетика
- Химическая
- Нефтяная
- Спиртовая и ликеро-водочная
- Пищевая
- Биохимия
- Атомная промышленность
- Агропромышленность
При производстве минеральных удобрений и в технологических процессах переработки нефти используют сосуды и аппараты высокого давления. Внутреннее рабочее давление в них достигает 130 МПа, а температура стенки — 525 °С. Это диктует высокие требования к конструкции и качеству изготовления оборудования для обеспечения его безопасной эксплуатации.
В зависимости от технологии изготовления корпуса различают пять типов сосудов:
- Кованые. Отличаются высокой надежностью, так как получены из одной заготовки.
- Многослойные. Несколько рулонированных обечаек соединяются между собой кольцевыми швами.
- Кованосварные. Однослойные кованые стальные цилиндры сварены друг с другом.
- Штампосварные. Штампованные из толстого листа полуобечайки соединены продольным швом, а затем полученные заготовки сварены между собой.
- Вальцосварные. Изготовлены путем вальцовки толстолистовой стали с последующей сборкой.
Толщина стенки корпусов может быть до 300 мм, а их внутренний диаметр зависит от способа изготовления. Так, для цельнокованых и кованосварных обечаек он не ограничен. Минимальный диапазон диаметров имеет многослойный рулонированный вариант — от 600 до 3600 мм.
Нормативная база
Работы по проектированию и производству сосудов, работающих под давлением до 130 МПа, проводятся в соответствии с ГОСТ Р 54803-2011 и техническим регламентом ТС ТР 032/2013.
Способ установки аппаратов и их эксплуатация регламентированы приказом № 116 Ростехнадзора, отменившим 25 марта 2014 года действовавшие до этого Правила ПБ 03-576-03.
Производство
Сосуды изготавливаются в соответствии с конструкторской документацией, разработанной по техническому заданию заказчика, технологическим процессом и нормативной документацией. Перед обработкой и сборкой проводится сплошной входной контроль листовой и рулонной стали, поковок, двухслойной стали, штампованных стальных заготовок и сварочных материалов. В зависимости от вида проката и заготовок применяют визуально-измерительный, цветной, магнитопорошковый, ультразвуковой и радиографический методы тестирования. Кроме этого, используются разрушающие способы проверки для определения механических характеристик стали: испытание на растяжение, на статический и ударный изгиб. Проверяется наличие сертификатов производителя материалов и покупных изделий.
Разработкой технологии сборки аппарата, работающего под давлением, контролем работ, сваркой занимаются специалисты, прошедшие обучение и аттестацию в НАКС. Материалы и оборудование для сварки проходят аттестацию в соответствии с требованиями нормативной документации.
В процессе изготовления аппаратов, работающих под давлением, осуществляется:
- Предварительный контроль. Проверка удостоверений сварщиков, термистов, дефектоскопистов, специалистов по неразрушающему контролю, исправность сварочного и термического оборудования, приборов для УЗК и радиографического контроля, наличие на рабочих местах технологических карт и рабочей конструкторской документации.
- Операционный контроль. Проверяется качество подготовки кромок, соответствие марок стали и сварочных материалов, качество сборки перед сваркой, режимы термообработки.
При производстве сосудов готовые сварные соединения подвергают неразрушающим и разрушающим (образцы, вырезанные из контрольных соединений) методам контроля для выявления дефектов сварки:
- Визуальному и измерительному.
- Радиографическому.
- Магнитопорошковому.
- Металлографическим исследованиям.
- Исследованию на стойкость к межкристаллитной коррозии.
- Механическим испытаниям.
- Стилоскопированию.
- Измерению твердости.
- Проверке на герметичность сжатым воздухом.
- Гидравлическим испытаниям пробным давлением воды.
Проверку герметичности сосуда, работающего под давлением, проводят до и после гидравлических испытаний. Также после испытаний на плотность сварные соединения еще раз контролируют визуально и магнитопорошковым методом по всей длине швов.
Промышленные сосуды, укрупненная сборка которых предусмотрена на объекте заказчика, предварительно собирают в заводских условиях. Проверяют соответствие всех размеров техническому проекту. Каждый аппарат, работающий под давлением, снабжается технической документацией и табличкой производителя.
Монтаж
Аппараты высокого давления имеют большие размеры и вес. Поэтому на объект их доставляют, как правило, в разобранном виде. Работы по укрупнительной сборке сосудов из готовых заводских частей и установку полностью собранного оборудования осуществляет специализированная организация.
Требования к сварке и системе контроля качества при монтаже те же, что и при изготовлении сосуда. Окончательная сборка сосудов и аппаратов, работающих под давлением, на объекте заказчика может выполняться также производителем оборудования.
В таблице ниже указаны основные характеристики сосудов стальных сварных вертикального исполнения *.
| Объем сосуда, м3 | 0,5 | 0,75 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 8,0 | 10 | 12 | 15 | 20 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Внутренний диаметр сосуда, мм | 800 | 800 | 1000 | 1000 | 1200 | 1200 | 1200 | 1600 | 1600 | 2000 | 2000 | 2200 | 2200 | 2400 |
| Высота сосуда с опорами, мм | 1620 | 2020 | 1830 | 2145 | 2330 | 2735 | 3185 | 2680 | 3125 | 3215 | 3800 | 3920 | 4710 | 5150 |
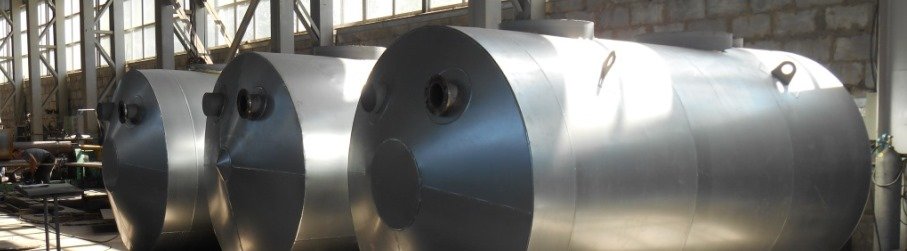
В таблице ниже указаны основные характеристики сосудов стальных сварных горизонтального исполнения *.
| Объем сосуда, м3 | 1,0 | 2,0 | 3,0 | 5,0 | 10 | 15 | 20 | 25 |
|---|---|---|---|---|---|---|---|---|
| Внутренний диаметр сосуда, мм | 1000 | 1200 | 1200 | 1600 | 1800 | 1800 | 2200 | 2200 |
| Длина корпуса, мм | 1460 | 1955 | 2820 | 2760 | 4585 | 6585 | 5450 | 6800 |
* Толщина стенки и масса сосудов рассчитывается в зависимости от рабочего давления в сосудах.